حل مشکلات مربوط به فرآیند اکستروژن نیاز به اجرای یک سری مراحل به صورت گام به گام دارد تا یک روش حل منطقی و بهینه حاصل شود. بیشتر مشکلات فرایند اما به صورت غیرقطعی گزارش میشوند و جهت حل نیاز به در نظر گرفتن متغیرهای بسیاری است. به دست آوردن علل تقریبی عیوب میتواند به انتخاب راهکارهای احتمالی و صرفهجوئی در وقت و هزینهی طراح بسیار کمک نماید. بدون استفاده از روشهای عیبیابی خیلی از مشکلات حلنشده باقی میماند و سبب افزایش ضایعات و افت کیفیت تولید میشود.
توصیف مشکل |
علل احتمالی |
راهکار پیشنهادی |
| مواد در میکسر گرم به خوبی میکس نشده و گردابه و کانون ایجاد نمیشود | مواد داخل میکسر کم است. | حجم بارگیری میکسر را به تدریج افزایش دهید |
| زمان اختلاط در میکسر گرم بیش از حد طولانیست | مواد داخل میکسر کم است. | حجم بارگیری میکسر را به تدریج افزایش دهید |
| میکسر گرم به صورت یکنواخت مخلوط نمیکند. | مشکلات سختافزاری | با متخصص یا پشتیبان میکسر هماهنگ کنید |
| ایجاد لایههای ضخیم روی دیواره داخلی میکسر گرم |
ترتیب افزودن اجزا غلط است. فرمولاسیون اشتباه است. |
به ترتیب افزودن مواد به میکسر دقت کرده و یا فرمول را تغییر دهید. |
| تخریب حرارتی مخلوط خشک | دما بیش از حد بالاست | دما را کاهش دهید |
| تشکیل کلوخهها در مخلوط خشک | دما بیش از بالاست یا دور میکسر زیاد است. ممکن است مقدار مواد در میکسر بیش از حد باشد. | دما یا دور یا هر دو را کاهش دهید. مقدار مواد را نیز میتوان کاهش داد. |
| مخلوط خشک جریان آزاد ندارد | دما خیلی کم است یا خیلی سریع سرد میشود. میکسر بیش از حد پر شده است. | دما را افزایش دهید. دمای آب را افزایش دهید یا جریان آن را کم کنید. مقدار مواد را کاهش دهید. |
| تراکم در میکسر سرد | مواد سریع سرد میشوند. | دمای آب را بیشتر کنید یا جریان آن را کاهش دهید. |
| ایجاد لایههای ضخیم روی دیواره داخلی میکسر سرد | تراکم مواد و سردی آب | دمای آب را افزایش دهید یا جریان آن را کم کنید. |
| زمان اختلاط در میکسر سرد طولانیست | تراکم مواد و سردی آب | افزایش دمای آب یا کاهش جریان آن |
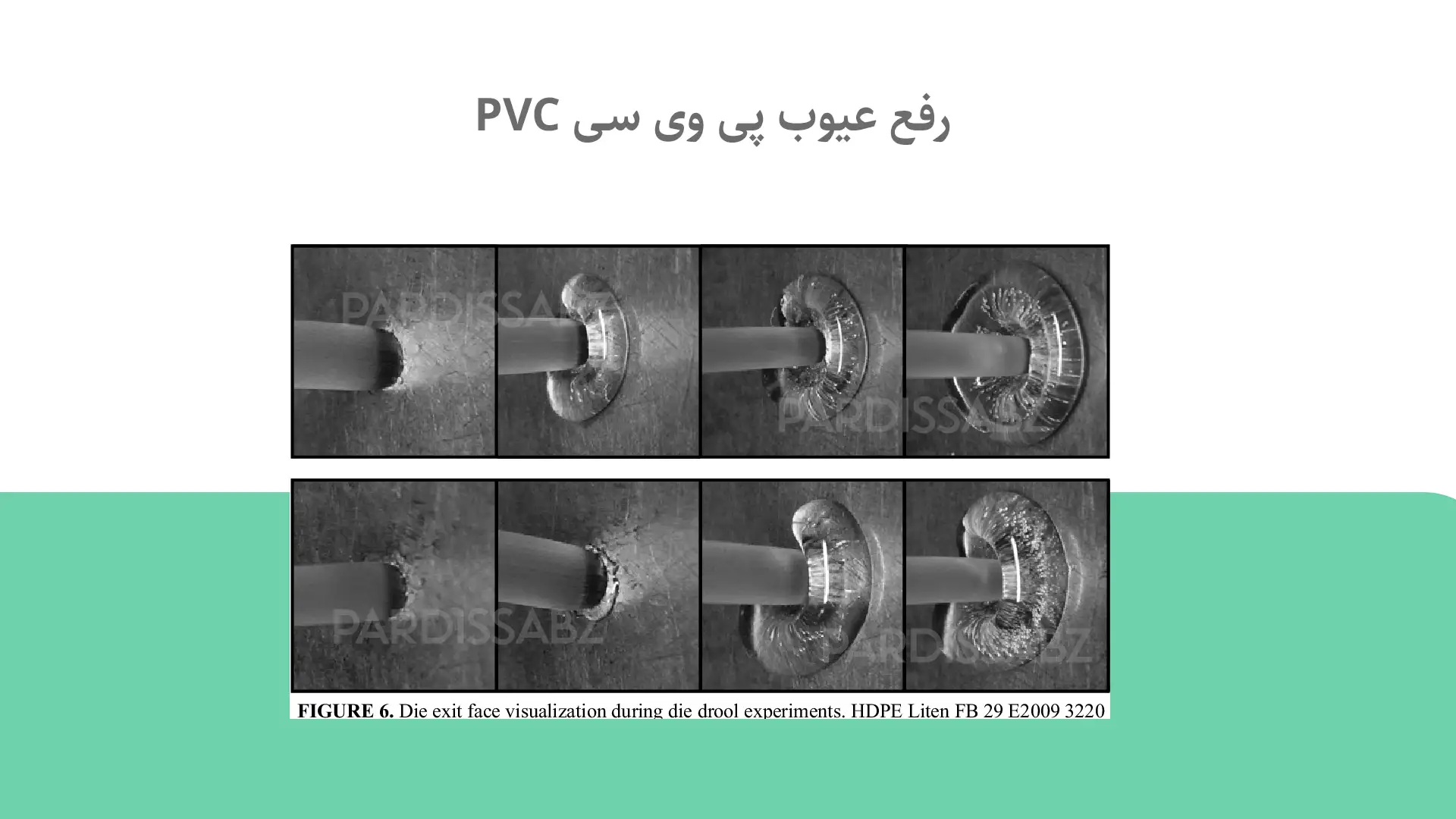
| سطح پوستهای کوسهمانند (Shark Skin) | شکست مذاب | اصلاح فرمولاسیون، کاهش فشار دستگاه، کاهش دمای دای و تمیز کردن وسائل |
| ایجاد حباب و تخلخل در قطعه | وجود رطوبت یا دیگر اجزاء فرار – تخریب حرارتی – بستهشدن گازگیر و به دام افتادن بخار | خشک کردن مواد و رطوبتگیری اولیه – کاهش دما پیش از مرحلهی گازگیری – استفاده از روانکنندههای خارجی و داخلی – چک کردن وکیوم و گازگیر – استفاده از پایدارکننده حرارتی مناسب |
| نوارهای قهوهای | Plate-Out یا سوختن و تخریب | تمیز کردن دای – چک کردن سازگاری اجزاء فرمول – کاهش دما و استفاده از استابلایزرهای مناسب |
| مخلوط خشک به خوبی خوراکدهی نشده و پس زده میشود | قسمت خوراکدهی بسیار گرم است. | قیف و خوراکدهنده را سرد کنید و دمای ابتدای اکسترودر را کاهش دهید. |
| تغییر رنگ | تنش حرارتی بالا – Plate-Out – فشار زیاد اکسترودر – دمای بالا و تخریب رنگدانه | اصلاح شرایط فرایندی و کاهش دما – استفاده از رنگدانه با پایداری بالا |
| نوارهای رنگی یا سیاه | پخش نامناسب | استفاده از رنگدانههای مناسب – اصلاح اختلاط |
| تغییر جریان، تق تق کردن کالیبراسیون یا اثر لغزیدن-چسبیدن | گاززدائی نامناسب و Plate-Out | تمیز کردن ناحیه گاززدائی – اصلاح پروفایل دمائی – اصلاح فرمولاسیون |
| سرعت خروجی پائین | مخلوط ایستا است و یا سایش روی پیچ و سیلندر رخ داده است. عدم یکنواختی دانسیته و سرعت خوراک – دبی خوراک ناهماهنگ با دور اکسترودر – دمای زیاد در ابتدای مارپیچ و پلزدن مواد | بررسی پیچ و سیلندر – پیشاختلاط و اصلاح پروفایل دمائی و دور اکسترودر |
| نوارهای براق یا مات | Plate-Out یا جریان نامنظم داخلی | دای را تمیز کنید و از کمکفرآیند یا روانکنندهها استفاده کنید – چک کردن سازگاری اجزا و تنظیم دمای دای |
| موجداشتن سطوح داخلی | دمای بالا یا نایکنواختی جریان – گرمایش موضعی بیش از حد – دور اکسترودر بالا | استفاده از رواکنندههای خارجی یا کاهش دمای سیلندر – استفاده از Breaker Plate – استفاده از Static Mixer |
| افت براقیت | کاهش براقیت با زمان ناشی از Plate-Out – نرمکنندگی غیر موثر – استفاده از پودر با اندازه درشت – رطوبت بالا | اصلاح فرمولاسیون – استفاده از براقکننده – افزایش دمای اکستروژن – استفاده از پودر ریزتر – استفاده از توری مناسب |
| خزش مواد در ناحیهی گاززدائی | پرشدن مارپیچ – مذابسازی غیربهینه و پودری ماندن مواد – فشار بالای مواد – فرسایش یا گسست پیچ و سیلندر | افزایش دمای نواحی ابتدائی و پس از گاززدائی – کاهش دمای خروجی و مارپیچها |
| موجداشتن سطوح خارجی | نرمشدن با موم اکسیدشدهی پلیاتیلن و اصلاحکنندههای جریان که دیر فرآیند میشوند – دمای بالا یا جریان زیاد ماده – کمبود فشار یا پروفایل دمائی نامناسب | کاهس موم PE و اصلاحکنندهی جریان – کاهش دما و جریان ماده – افزایش خروجی و اصلاح پروفایل حرارتی |
| پودر در ناحیهی گازگیری | دیر نرم شدن | افزودن استئارات کلسیم – افزایش بارگیری مارپیچ و دما در نواحی ابتدائی |
| لرزش کالیبراسیون (تق تق کردن) | ناکافی بودن روانکننده و ناهماهنگی جریان | افزایش روانکننده یا تعویض ماده خام (نوع PVC یا تولیدکننده) – استفاده از شوینده در آبسرد – استفاده از اصلاحکنندهی جریان با وزن مولکولی کمتر |
| خواص مکانیکی نامناسب | مناسب نبودن مقدار نرمکننده – وجود حفرات و حباب – اصلاحکنندهی ضربهی ناکافی – دمای نامناسب – فیلر درشت – پخش نامناسب افزودنی و فیلر | گازگیری و جلوگیری از ایجاد حباب – بهینهسازی فرمولاسیون و پارامترهای فرآیندی – استفاده از مواد باکیفیت |
| ضخامت نایکنواخت قطعات | نوسانات مذاب | استفاده از کمکفرآیندها و اصلاح پروفایل دمائی |
| نوار یا نقاط سیاه روی سطح | آلودگی و ناخالصی مواد – ایجاد رسوب در ناحیهی گاززدائی – مذابسازی نامناسب – فرسایش سیلندر و مارپیچ – ناهماهنگی اجزاء فرمولاسیون | استفاده از روانکنندهها و افزایش تدریجی دما – بررسی کیفیت مواد خام و استفاده از توری مناسب – تمیز کردن دای و چک کردن فرمولاسیون |
| فرسایش کالیبراسیون یا دای | سختی آب بالا و pH نامناسب – استفاده از مواد خام فرساینده – تسنفاده از پودرهای سخت زیاد با اندازه درشت – سرویس نامناسب تجهیزات – Plate-Out | چککردن آب و فرمولاسیون – بررسی کیفیت مواد اولیه |
| تراشهشدن حین برش مهرهی جوشکاری | نایکنواختی مذاب | استفاده از Breaker Plate با سوراخهای ریزتر |
| حباب حین جوشکاری و در درز پروفیل | رطوبت مواد – دمای جوشکاری بالا یا زمان طولانی | بهبود گاززدائی و حذف رطوبت حین نگهداری، فرآیند، بستهبندی و حملونقل – کاهش دمای جوشکاری و زمان آن |
| تغیر رنگ مهرهی جوشکاری | دمای یا زمان جوشکاری بالا | کاهش دما و زمان جوشکاری |
| استحکام جوش پائین | دما و زمان جوشکاری پائین – فشار اتصال بیش از حد – زاویهی نامناسب – ایجاد حبابهای جوشکاری – پروفیل سرد و ذوب نامناسب – Plate-Out | تنظیم پارامترهای جوش و اکستروژن |
-
در صورت نیاز به هرگونه اطلاعات تکمیلی و مشاوره فنی صنعت رنگ و پلاستیک میتوانید با کارشناسان شرکت توسعه پردیس سبز در تماس باشید:
کارشناس فروش:
09120809581
کارشناس فنی :
09120809582